STAINLESS STEEL
Welding Tig & Mig Wires
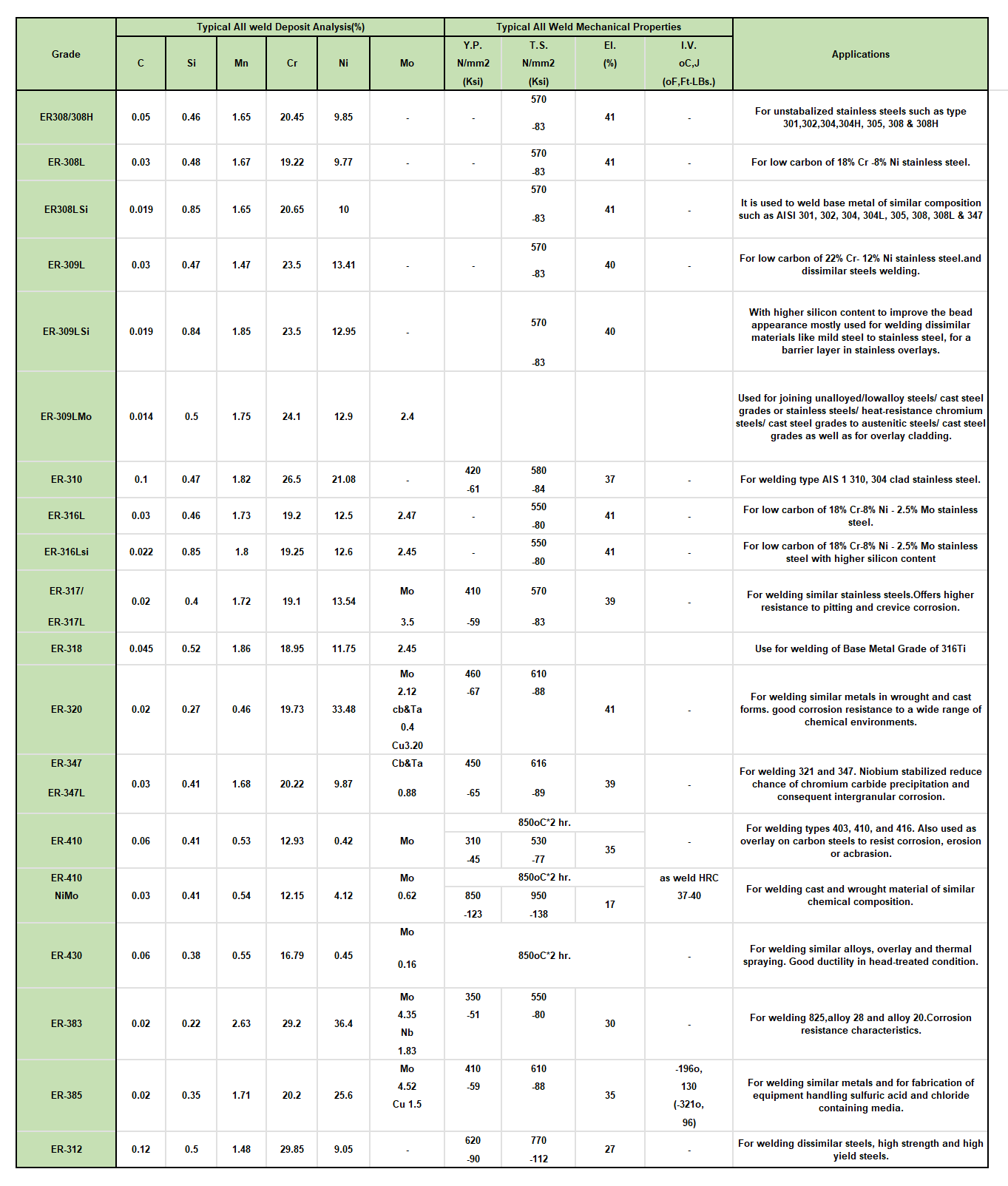
Swastik Weld Make Welding Wire GMAW/GTAW (MIG & TIG) for Stainless Steel
I) ER 308L CLASSIFICATION : AWS A/SFA 5.9
Download Product Details
Chemical Composition of ER 308L Wire:
C= 0.03 max
Mn= 1.0-2.5
Si= 0.30-0.65
Cr= 19.5-22.0
Ni= 9.0-11.0
Mo= 0.75 max
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 520 min
EL%= 35 min
TYPICAL APPLICATION OF ER 308L WIRE (MIG & TIG):
1) An extra low carbon 308L type stainless steel solid wire for welding Cr-Ni steels represented by AISI 301, 302, 304, 304L, 308, 308L
2) fabricaton of boilers, reactors, turbines, pipes, tubes
3) SS piping in refineries, oil and gas industries, chemical plants, food processing industries

II) ER 309L CLASSIFICATION : AWS A/SFA 5.9: Download Product Details
Chemical Composition of ER 309L Wire:
C= 0.03 max
Mn= 1.0-2.5
Si= 0.30-0.65
Cr= 23.0-25.0
Ni= 12.0-14.0
Mo= 0.75 max
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 520 min
EL%= 30 min
TYPICAL APPLICATION OF ER 309L WIRE (MIG & TIG):
1) An extra low carbon 23Cr/12Ni type stainless steel wire for welding of AISI 309, 309L type steels
2) Dissimilar joints between stainless steels and low alloy or carbon steels
3) Buffer layer on low alloy and carbon steels
4) Joining corrosion resistant clad steels

III) ER 316L CLASSIFICATION : AWS A/SFA 5.9 Download Product Details
Chemical Composition of ER 316L Wire:
C= 0.03 max
Mn= 1.0-2.5
Si= 0.30-0.65
Cr= 18.0-20.0
Ni= 11.0-14.0
Mo= 2.0-3.0
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 490 min
EL%= 30 min
TYPICAL APPLICATION OF ER 316L WIRE (MIG & TIG):
1) An extra low carbon 19Cr/12Ni/Mo type stainless steel wire for welding austenitic alloy respresented by AiSI 316, 316L, 3317, 317L, 318 types
2) Joining similar grade wrought and cast material
3) Application in textile processing naval and Chemical environments, paper and pulb, paint and type industries
4) Cladding stainless steels
IV) ER 310 CLASSIFICATION : AWS A/SFA 5.9 Download Product Details
Chemical Composition of ER 310 Wire:
C= 0.08-0.15
Mn= 1.0-2.5
Si= 0.30-0.65
Cr= 25.0-28.0
Ni= 20.0-22.5
Mo= 0.75 max
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 550 min
EL%= 30 min
TYPICAL APPLICATION OF ER 310 WIRE (MIG & TIG):
1) A 25Cr/20Ni type austenitic stainless steel wire for weklding of AISI 310 type steels, Austenitic Mn steels
2) Joining of dissimilar steels, straight chrome steels, cladding side of stainless clad steels
3) Furnace parts, Annealing boxes, Carburizing pots, Gas turbine combustion chamber parts, hydtogenation and polymerization plant
V) ER 347 CLASSIFICATION : AWS A/SFA 5.9 Download Product Details
Chemical Composition of ER 347 Wire:
C= 0.08 max
Mn= 1.0-2.5
Si= 0.30-0.65
Cr= 19.0-21.5
Ni= 9.0-11.0
Mo= 0.75 max
Nb= 10xC-1.0
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 520 min
EL%= 30 min
TYPICAL APPLICATION OF ER 347 WIRE (MIG & TIG):
1) 19Cr/9Ni/Nb type stabilized stainless steel wire for welding stabilized Cr-Ni steels such as AISI 321, 321H, 347, 347H
2) Refineries, power plants, centrifugal pump impellers and shafts, valve faces, seats
3) Recommended for use at high temperatures
4) Fabrication of boiler and gas turbine
5) Welding of stainless steel tanks, valves, pipes in food, chemical and petrochemical industries
VI) ER 410 CLASSIFICATION : AWS A/SFA 5.9 Download Product Details
Chemical Composition of ER 410 Wire:
C= 0.12 max
Mn= 0.6 max
Si= 0.5 max
Cr= 11.5-13-5
Ni= 0.6 max
Mo= 0.75 max
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 520 min
EL%= 30 min
TYPICAL APPLICATION OF 80S-B8:
1) Typical 12Cr type stainless stees wire air hardenable weld deposit for welding of similar composition 410 type steels and 13% Cr stainless steels
2) overlay application on carbon steel
3) Surfacing of turbine blades, high presddure valves
VII) ER 430 CLASSIFICATION : AWS A/SFA 5.9 Download Product Details
Chemical Composition of ER 430 Wire:
C= 0.10 max
Mn= 0.6 max
Si= 0.5 max
Cr= 15.5-17.0
Ni= 0.6 max
Mo= 0.75 max
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 450 min
EL%= 20 min
TYPICAL APPLICATION OF ER 430 WIRE (MIG & TIG):
1)Typical 16Cr stainless steel wire High Corrosion resistance for welding of ferritic martensitic chrome steels and steel casting of similar composition
2) Joining and cladding of 17Cr alloy
3) Welding and caldding of automotive exhaust system components
4) For general corrosion and heat resisting application
VIII) ER 309L MO CLASSIFICATION : AWS A/SFA 5.9 Download Product Details
Chemical Composition of ER 309L Mo Wire:
C= 0.12 max
Mn= 1.0-2.5
Si= 0.30-0.65
Cr= 23.0-25.0
Ni= 12.0-14.0
Mo= 2.0-3.0
S= 0.03 max
P= 0.03 max
MECHANICAL PROPERTIES OF ALL WELD METAL :
UTS, Mpa= 550 min
EL%= 30 min
TYPICAL APPLICATION OF ER 309L Mo WIRE (MIG & TIG):
1) Typical an extra low Carbon 23Cr/12Ni type stainless steel soild wire for welding of AISI 309 Mo type steels
2) Dissimilar joints between 316 type and low alloy or carbon steels
3) Buffer layer on low alloy carbon steels before deposition of 316 type weld metal