Aluminium & Aluminium Alloys Welding Wires
Swastik Weld
Aluminium & Aluminium Alloys Welding Wires
CLASSIFICATION : AWS A/SFA 5.10
KEY FEATURES :
1) Excellent feedability with cansistent welding performance
2) High corrosion resistance
3) Radiographic weld quality
I) ER 1100 CLASSIFICATION : AWS A/SFA 5.10:
Download Product Details
Chemical Composition of ER 1100 Wire:
Si + Fe = 0.95 max
Cu= 0.50.020
Mn= 0.05 max
Zn= 0.10 max
Ti= 0.20 max
Be= 0.0003 max
Al= 99.0 min
TYPICAL APPLICATION OF ER 1100 WIRE (MIG & TIG):
1) Welding of 1XXX series and commercially pure aluminium
2) For Al 99.8, Al 99.7, Al 99.5, E-Al
3) Tanks, brackets, bus bodies

II) ER 4043 CLASSIFICATION : AWS A/SFA 5.10:
Download Product Details
Chemical Composition of ER 4043 Wire:
Si = 4.5-6.0
Fe= 0.8 max
Cu= 0.3 max
Mn= 0.05 max
Mg= 0.05 max
Zn= 0.10 max
Ti= 0.20 max
Al= Bal.
TYPICAL APPLICATION OF ER 4043 WIRE (MIG & TIG):
1) Welding of wrought and cast Al alloy with Si up to 7%
2) Suitable for Al-Si and Al-Mg-Si alloys
3) Ship Building, mobile Machinery
4) Automotive, General Fabrication
5) Welding of similar grade Al alloy in the form of pipe, plate, forging and casting
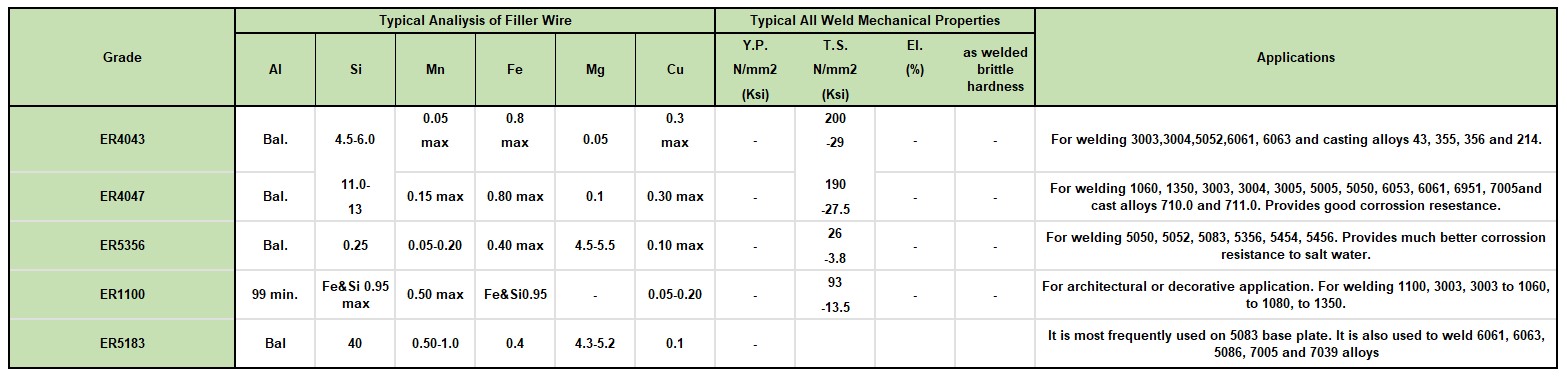
For welding 3003,3004,5052,6061, 6063 and casting alloys 43, 355, 356 and 214.

III) ER 5356 CLASSIFICATION : AWS A/SFA 5.10:
Download Product Details
Chemical Composition of ER 5356 Wire:
Si= 0.25 max
Fe= 0.40 max
Cu= 0.10 max
Mn= 0.05-0.20
Mg= 4.5-5.5
Cr= 0.05-0.20
Zn= 0.10 max
Ti= 0.06-0.20
Al= Bal.
TYPICAL APPLICATION OF ER 5356 WIRE (MIG & TIG):
1) Welding of similar composition Al- Mg, Al-Mg- Zn and Al-Mg- Si alloys
2) automotive , marine application
3) Structural Fabrications
4) Welding Al alloys containg more than 3% Mg
For welding 5050, 5052, 5083, 5356, 5454, 5456. Provides much better corrossion resistance to salt water.

IV) ER 5183 CLASSIFICATION : AWS A/SFA 5.10:
Download Product Details
Chemical Composition of ER 5183 Wire:
Si= 0.40 max
Fe= 0.40 max
Cu= 0.10 max
Mn= 0.5-1.0
Mg= 4.3-5.2
Cr= 0.05-0.25
Zn= 25 max
Ti= 0.15 max
Al= Bal.
TYPICAL APPLICATION OF ER 5183 WIRE (MIG & TIG):
1) Welding of high strengh Al alloys
2) Automotive, Marine application
3) Structural fabrication
4) Application where high strengh, high impact fracture toughness and exposure to corrosive enviroment are important
FIt is most frequently used on 5083 base plate. It is also used to weld 6061, 6063, 5086, 7005 and 7039 alloys
V) ER 4047 CLASSIFICATION : AWS A/SFA 5.10:
Download Product Details
Chemical Composition of ER 4047 Wire:
Si= 11.0-13.0
Fe= 0.8
Cu= 0.30
Mn= 0.15
Mg= 0.10
Zn= 0.20
Al= Bal.
TYPICAL APPLICATION OF ER 4047 WIRE (MIG & TIG):
1) Welding of wrought and cast Al alloy with Si up to 11%
2) Suitable for Al-Si and Al-Mg-Si alloys
3) Ship Building, mobile Machinery
4) Automotive, General Fabrication
5) Welding of similar grade Al alloy in the form of pipe, plate, forging and casting
For welding 1060, 1350, 3003, 3004, 3005, 5005, 5050, 6053, 6061, 6951, 7005and cast alloys 710.0 and 711.0. Provides good corrossion resestance.